Escrito por:
Marina Arguimbau, Coordinadora Técnica en Klinea Biotech & Pharma Engineering
En la industria farmacéutica, el acero inoxidable es un material fundamental y omnipresente. Se encuentra en instalaciones de proceso (como depósitos, reactores y centrífugas), en canalizaciones para procesos y servicios asociados (agua purificada, gases, sistemas de calefacción y refrigeración), y en elementos auxiliares de sala, como escaleras, mobiliario y armarios.
Un poco de historia
Los primeros aceros inoxidables surgieron en el siglo XIX. Aunque su fabricación era a pequeña escala, ya mostraban un comportamiento resistente a la corrosión. La razón de esta resistencia, sin embargo, no se comprendía del todo aún.
A principios del siglo XX, gracias a las investigaciones de Guillet y Portevin, ya se conocían algunos tipos de aceros inoxidables. No obstante, fueron los conflictos bélicos de aquel siglo los que acabaron impulsando significativamente el desarrollo tecnológico de estos materiales. La Primera Guerra Mundial propició, así, el desarrollo simultáneo del acero inoxidable en Inglaterra y Alemania.
En Inglaterra, el metalúrgico Brearley, mientras estudiaba cómo mejorar la protección de los cilindros de cañones, descubrió que añadir cromo a aceros con bajo contenido de carbono aumentaba su resistencia a la oxidación.
En Alemania, por su parte, los doctores Maurer y Strauss patentaron dos grupos de aceros inoxidables de cromo-níquel con bajo contenido de carbono. De estos, uno en particular, el acero AISI 304, ha perdurado en el tiempo y se ha convertido en uno de los materiales más utilizados gracias a sus múltiples aplicaciones.
Las propiedades y composiciones de estos aceros se mantuvieron en secreto durante la Primera Guerra Mundial. Una vez finalizada, su uso se extendió rápidamente a la fabricación de cuchillos de cocina, cisternas para el transporte de productos lácteos, fregaderos, entre otros.
Principales aleantes del acero inoxidable
Los principales aleantes del acero inoxidable son el carbono (C), el cromo (Cr) y el níquel (Ni). Estrictamente, la protección contra la corrosión la proporciona el óxido de cromo.
El carbono tiene un contenido limitado en los aceros inoxidables, especialmente en los austeníticos, ya que tiende a formar carburos de cromo. Es crucial que el cromo forme óxido de cromo para proteger de la corrosión, y no carburos.
El níquel aporta estabilidad a temperatura ambiente a los aceros austeníticos.

Superficie de acero inoxidable austenítico tras un pulido final.
Fuente: https://www.struers.com/es-ES/Knowledge/Materials/Stainless-Steel#grinding
Además, se añaden otros elementos a la aleación para mejorar sus propiedades:
- Molibdeno (Mo): Mejora la resistencia a la corrosión en medios clorados.
- Manganeso (Mg) y Nitrógeno (N): Se añaden como sustitutos del níquel, actuando como elementos formadores de austenita y, en el caso del nitrógeno, para aumentar la resistencia mecánica.
- Titanio (Ti), Circonio (Zr) y Niobio (Nb): Impiden la precipitación de carburos de cromo después de los tratamientos térmicos.
Uno de los estándares más seguidos en la construcción de sistemas de proceso y servicios de fluidos puros es el Estándar ASME BPE. Este estándar especifica la composición del acero inoxidable AISI 316L (1.4404 y 1.4435) de la siguiente manera:
| Acero | C | Mn | N | Cr | Ni | Mo |
| 1.4404 | 0,03 | 2,0 | 0,1 | 16, 5 – 18, 5 | 10, 0 – 14, 5 | 2, 0 – 2, 5 |
| 1.4435 | 0,03 | 2,0 | 0,1 | 17, 0 – 19, 0 | 12, 5 – 15, 0 | 2, 5 – 3, 0 |
Como se observa en la tabla, el contenido de azufre (S) no está especificado en la composición del acero AISI 316L.
Es importante destacar también que el azufre mejora considerablemente la maquinabilidad del acero, pero es perjudicial para la resiliencia y la resistencia a la corrosión.
Influencia del contenido de azufre en las soldaduras
El contenido de azufre en la aleación debe mantenerse dentro de valores máximos y mínimos. Durante el desarrollo de los aceros ultrapuros, la reducción extrema del contenido de azufre generó problemas de soldabilidad por falta de humectación.
Un exceso de azufre reduce la resistencia a la corrosión y empeora la calidad del cordón de soldadura. Sin embargo, un contenido demasiado bajo de azufre también reduce la soldabilidad. De hecho, un bajo contenido de azufre provoca un cambio en el baño de soldadura, ya que el metal líquido se extiende más, pero penetra menos, resultando en soldaduras más débiles.
Por otro lado, un contenido moderado de azufre (del 0.03% al 0.05%) puede favorecer la generación de microfisuras durante el enfriamiento de la soldadura. Además, es crucial controlar el gas de protección, dado que un aporte insuficiente puede formar dióxido de azufre que quede atrapado en el baño de soldadura en forma de poros.
Se debe prestar especial atención a la soldadura de componentes con contenidos de azufre significativamente diferentes, ya que esto provocará que el arco se desvíe hacia la pieza con menor contenido de azufre.
En este sentido, tal como se ha demostrado, es fundamental buscar un equilibrio en el contenido de azufre. La soldadura orbital cobra gran importancia porque permite controlar con precisión los parámetros de soldadura para conseguir un cordón uniforme y sin hundimiento.
El azufre y la corrosión
El contenido de azufre desempeña un papel sutil pero importante en la corrosión de los aceros inoxidables.
Un contenido elevado de azufre favorecerá la formación de inclusiones y microfisuras en los límites de grano. Estas zonas pueden ser puntos de ataque de la corrosión si la superficie no ha sido pasivada correctamente o si se expone a medios agresivos. Además, las inclusiones de manganeso-azufre (MnS) son sitios preferenciales para el inicio de la corrosión por picaduras en el acero inoxidable.
Cuando se trabaja con fluidos que contienen cloruros, los sulfuros se disuelven y desestabilizan la capa pasiva. Un mayor contenido de azufre significa una mayor cantidad de MnS, lo que hace que la zona del cordón de soldadura sea más susceptible a las picaduras.
Influencia del azufre en la instalación
Las superficies limpias y lisas son fundamentales en la industria farmacéutica. Las zonas rugosas y las grietas pueden propiciar el crecimiento microbiano y la acumulación de restos de producto y material de limpieza. Cuanto menos rugosas sean las superficies, mayor será la facilidad para realizar los procesos CIP-SIP (Cleaning In Place y Sterilization In Place). Por ello, la calidad de las soldaduras adquiere una importancia especial.
De esta manera, el contenido de azufre impacta en la calidad de la soldadura y en la resistencia a la corrosión. Un bajo contenido de azufre puede generar un cordón hundido o pequeñas fisuras, favoreciendo la acumulación de producto y la generación de biopelículas en las oquedades.
Por otro lado, un aumento del azufre puede provocar poros o microfisuras, que no siempre son visibles inmediatamente después de la soldadura, sino que se revelan tras un tratamiento posterior como el electropulido o el decapado. Las inclusiones de MnS se disuelven con el electropulido, dejando pequeñas depresiones en la superficie.
Todos estos defectos aumentan la rugosidad, dificultan la limpieza y favorecen la proliferación de microorganismos. Por estas razones, la industria ha desarrollado aceros con un contenido limitado de azufre. Así, el Estándar ASME BPE, en su apartado MM-5.2.1.1 Austenitic Stainless Steel, indica que el contenido de azufre debe estar comprendido entre 0.005% y 0.017% en peso para soldaduras sin aporte.
Conclusión
Aunque el contenido de azufre no se evalúa directamente en una inspección de la FDA o GMP, sí se evalúa la calidad de la soldadura, buscando cordones homogéneos y sin cambios de color. Los materiales con un contenido de azufre controlado favorecen la reproducibilidad de las soldaduras.
Por lo tanto, se deberá prestar especial atención al contenido de azufre en los componentes durante el proceso de adquisición de materiales. Asimismo, durante la ejecución de los trabajos, es crucial evitar realizar uniones soldadas entre componentes con un contenido de azufre dispar.
Otros factores que influyen en la calidad de la soldadura
Existen otros factores cruciales que afectan la calidad de la soldadura:
- Control y calidad del gas de purga:
- Un exceso de gas de purga puede causar una penetración irregular de la soldadura a lo largo de todo el cordón.
- La ausencia de gas de purga puede generar óxidos de azufre durante la soldadura, que escapan en forma de gases, provocando poros.
- Una baja calidad del gas de purga puede llevar a zonas con falta de fusión y óxidos (tanto internos como externos).
- Cuando la soldadura se realiza en un ambiente de alta humedad relativa, aparecen cordones de soldadura irregulares, zonas con falta de fusión y capas de óxido rojizo.
- La pérdida de gas de purga en la zona exterior de la soldadura genera un hundimiento en el cordón de soldadura en algunos sectores.
- Parámetros de configuración de la máquina de soldar:
- Un valor elevado de intensidad puede generar pérdida de fusión en el cordón o una penetración excesiva.
- Si la velocidad no es la correcta, puede generarse una superposición del cordón.
- Preparación de los elementos a soldar:
- La preparación de los componentes a soldar tiene un impacto directo en la calidad de la soldadura. Un elemento mecánicamente deformado o abombado dará lugar a desalineaciones y falta de penetración de la soldadura.
- También es importante el biselado de los bordes de los elementos a soldar, y la ausencia de grasas, aceites o contaminantes metálicos.
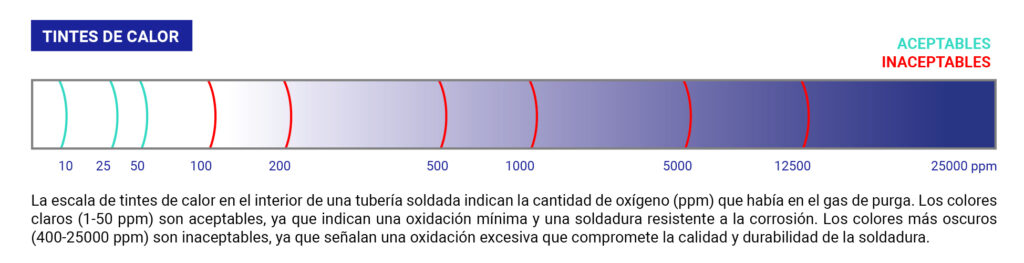
Fuente: AWS D18.2 (1999) Heat tint levels on the inside of welded 316L austenitic stainless Steel tube
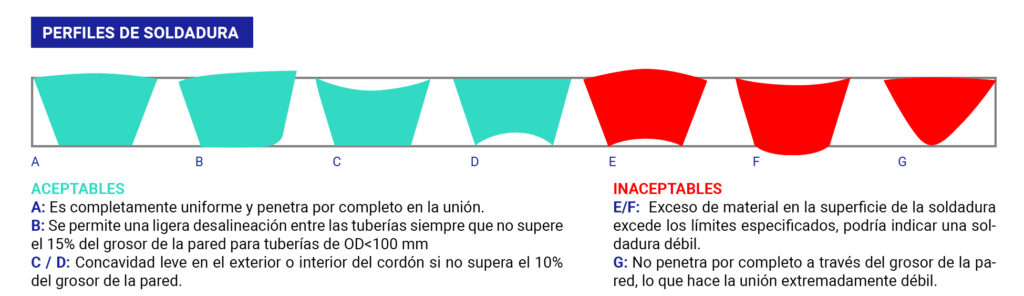
Fuente: ASME BPE-2019. Todos los derechos reservados a American Society of Mechanical Engineers.
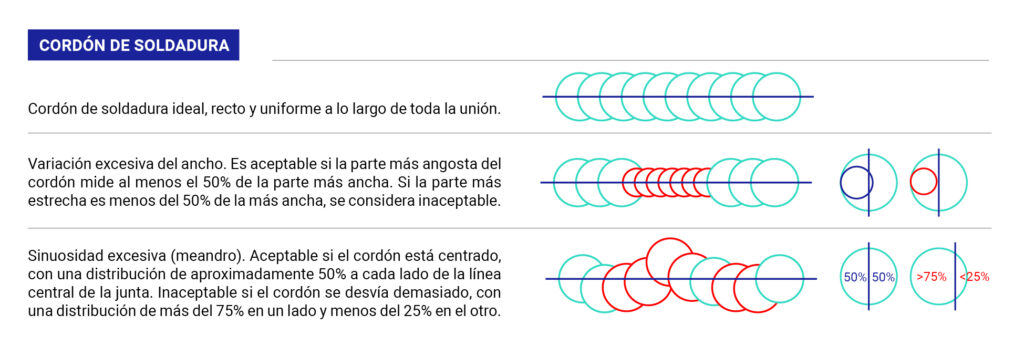
Fuente: ASME BPE-2019. Todos los derechos reservados a American Society of Mechanical Engineers.
¿Y qué pasa entonces con el plástico?
Hasta ahora, parece que el acero inoxidable solo genera complicaciones y requiere mucha atención durante la ejecución de los trabajos. Entonces, ¿por qué no optar por instalaciones de materiales plásticos?
Si bien existen materiales como el fluoruro de polivinilideno (PVDF) en el mercado con características aceptables para una instalación farmacéutica, como:
- Rugosidad interior adecuada
- Trazabilidad en cuanto a certificados
- Biocompatibilidad
- Aceptación por estándares como el ASME BPE
- Fabricación en condiciones de salas limpias
No tiene un uso tan extendido en la industria farmacéutica debido a ciertas limitaciones. Por ejemplo, el número de ciclos de esterilización a los que puede someterse es limitado. Esto descarta su uso en determinados casos, como en lazos de agua para inyectables mantenidos a 80 ºC y esterilizados periódicamente.
Además, se fabrica bajo pedido, lo que significa que no existe un stock almacenado como en el caso de los componentes de acero inoxidable. Esto implica que el diseño y recorrido de una instalación de este tipo debe fijarse con mucha antelación a la construcción, lo que limita las posibles modificaciones durante la construcción. No obstante, existen otras industrias donde se requiere agua de alta calidad y donde la tubería de PVDF es aceptable y utilizada.
Agradecimientos:
- Anja Quattelbaum, Neumo Ehrenberg Group
- Jaume Urpí, Neumo Egmo Spain
- Santiago Fernandez, BWT Pharma & Biotech Ibérica
Fuentes:
- CESOL- Tema 2.15 Aceros Inoxidables, IWE Módulo 2. Asociación Española de Soldadura y Tecnologías de Unión.
- Propiedades y Soldabilidad de los Aceros Inoxidables- Angela Lazaro Martin.
- Art.: “Defects produced in orbital welding for pharmaceutical Process piping: case study and simulation”, por Jorge Domingo y Margarita Morquillas. Pharmaceutical Engineering, September-October 2016.