
Written by:
Nil Puig, Project Engineer
Jordi Gibert, Head of the Biotechnology Unit at Klinea Biotech & Pharma Engineering
The pharmaceutical industry is constantly faced with the challenge of scaling up its processes efficiently while maintaining the quality of its products in order to meet the demand for new drugs.
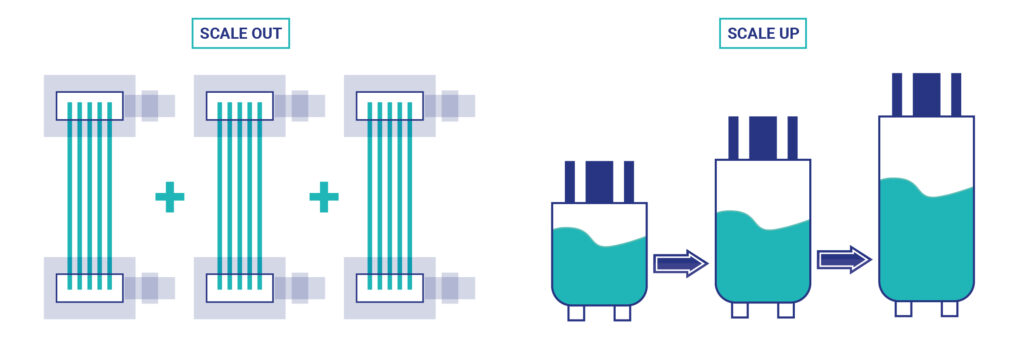
Traditionally, a scale-up of the process, i.e., increasing the size of production equipment to increase production capacity, was chosen. However, a scale-out approach, which consists of replicating the number of pieces of equipment without increasing their size, is gaining popularity, as it gives the plant greater flexibility, among other advantages.
In this article, we will discuss the advantages and implications of opting for a scale-out model in biopharmaceutical production and explain how it is able to overcome several of the challenges associated with a scale-up.
Scale out
The scale-up phase is an inevitable stage through which all drugs must pass before reaching the market. During clinical trials, several hundred or thousands of doses of the drug will suffice to cover the needs, allowing small-scale production without too much trouble. However, when marketing begins – or even during Phase III clinical trials – small-scale production is no longer viable.
Normally, the production process runs in parallel to the clinical phases. However, increasing the batch size is not a linear process and can be very complicated, especially in a bioreactor, but also in other downstream stages. Industry experience shows that the small-scale behavior of many parameters (such as KLA, contact surface, inhibition interactions, etc.) is completely different for many of the unit operations involved after a change of scale, which greatly complicates this phase of development.
A real-world example of scale-out vs. scale-up could be the following: a laboratory has developed a new drug. During clinical trials they have managed to scale-up the process to 200L. However, for commercialization they need a size of 2000L. This scale-up could take several months to years to develop and validate, and would be associated with some risk. To mitigate this, the laboratory could choose to maintain the current scale and simply increase the number of pieces of equipment in the production facility.
A scale-out strategy will offer several advantages:
- Reduction of scale-up risk
The scale-up of a bioprocess can be complicated and tedious. It entails a technical risk that can compromise the viability of a project, as well as uncertainty that can delay other steps for market launch, such as plant construction or process validation.
A scale-out strategy will allow the needs of a plant and the validation strategy to be clearly defined at the outset. In this case, the most critical variable will be to define how many times the process is replicated, but this will not affect the validation and the plant can be designed to accommodate a different number of units.
- More clarity for design
Carrying out engineering design without a defined process has associated risks. It is common for this to be carried out in parallel with scale-up. However, not having a clear idea of the size of equipment or even the total stages of a process carries risk, as this is the core element of the plant design. Unexpected changes to the process during detailed engineering or construction can cause significant delays and cost overruns in the project.
This risk can be mitigated by opting for a scale-out, as it will allow the development of a design with a clearer rationale and enable the plant to adapt to future changes .
- Flexibility for production
If the scale-out strategy is aligned with the engineering project, the design can be given flexibility to accommodate future needs. Thus, if there is an increase in demand or the need to produce new molecules, the production capacity can be increased or diversified by simply adding more units. This will only be possible if the engineering design has incorporated extra space, points of use and utility capacity for the future.
This strategy can increase – even more – plant flexibility when used with single-use equipment, making plant changeovers much faster. The incorporation of traditional (stainless steel) mobile equipment will also be beneficial.
- Production risk reduction
Having the production divided into different units will reduce the risk of discarding product due to batch contamination. If we take 2000L as the total production capacity, in a scenario where the product was in only one unit, the whole batch would be lost. On the other hand, if we had divided the batch into 10, contamination of one of the units would only mean the loss of 200L, making the plant more resilient to this risk.
- Validation of only one lot size
Changing the size of a production batch means re-validating the process, with the time and resources involved. In addition, validation cannot be carried out until the scale-up is 100% complete.
If the known process size is simply replicated, an increase in production capacity will not involve new validation activities. With the process in place from the beginning, critical phases such as validation and the EPCM(Engineering, Procurement and Construction Management) project can also be carried out in parallel.
As we have seen, the advantages of opting for a scale-out strategy are multiple, and they all revolve around risk reduction and providing flexibility to both the process and the production plant. Both points are very interesting in today’s pharmaceutical environment, which is characterized by uncertainty and the need for laboratories to be able to adapt quickly to changes in the market.
However, a scale-out based plant and process will also have disadvantages. The need for flexibility and the division of the process will mean that more equipment, piping and components will be required, and production will be less optimized. Therefore, the plant’s CAPEX and OPEX will increase.
The definition of the scaling strategy (scale-up vs. scale-out) is critical and will be decisive for the success of a project. Therefore, this decision must be based on data and an exhaustive study of each case.
At Klinea, we have a team of experts in biotechnology and plant design. Our experience allows us to help our clients make strategic decisions that define the future of a project, based on real data and technical studies. If you want to know more about how we can help you define your scale-up strategy, contact us at: klinea@klinea.eu